|
ПРОИЗВОДСТВО
|

 |
Десятки единиц оборудования, рабочие самых разнообразных специальностей, профессиональный подход к каждому этапу производства - необходимые слагаемые качественной продукции!
Технологический процесс (ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарным технологическим процессом или технологической операцией называется наименьшая часть технологического процесса, обладающая всеми его свойствами. То есть это такой ТП,
дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии. Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником.
Технологические процессы состоят из "технологических (рабочих) операций", которые, в свою очередь, складываются из "технологических переходов".
Заказчик предоставляет Техническое Задание (ТЗ). Техническое задание (ТЗ, техзадание) — документ, содержащий требования заказчика к объекту закупки,
определяющие условия и порядок ее проведения для обеспечения государственных или муниципальных нужд, в соответствии с которым осуществляются поставка
товара, выполнение работ, оказание услуг и их приемка. Это исходный документ, который учитывает основное назначение закупки товаров, работ, услуг, их
характеристики, задание заказчика, описание первичных данных, целей и задач закупки, сроков поставки, выполнения работ, оказания услуг, требований к
товару, работам, услугам, их результатам, к гарантиям, описание объекта закупки, объем закупаемых товаров, работ, услуг, формы отчетности, обоснование
требований к товару, работам, услугам, эквивалентные показатели, экономические требования, а также специальные требования.
На основании технического задания можно обсудить разработку будущего станка с нашим генеральным конструктором Зениным Евгением Владимировичем.

Техническое задание передаётся в конструкторский отдел, где происходит разработка эскизного проекта. Эскизный проект - основа для разработки всей дальнейшей документации, в т.ч. рабочего проекта. Далее идёт создание Технического расчета - это совокупность технических документов, которые содержат окончательные проектные решения по изделию.

Следующим к работе приступает заготовительный цех, который производит раскрой и резку заготовок для последующей их обработки в основных цехах. На данном этапе мы используем следующее оборудование: Лазерно-гравировальная машина В-1608 (120 W), Иттербиевый волоконный лазер ЛК-1000, Иттербиевый волоконный лазер ЛК-400-ОМ, Лазерно-гравировальная машина LaserLine C-90, Станок плазменной резки ROXA RX-1325Р, Пила СИЛОМА АД ОЛ222ДГ, Пила СИЛОМА 2Т, Пила Экопро - 181, Пила Bang, Машина переносная электрическая газорезательная и другие...




Далее заготовки поступают в токарно-фрезерный цех, где происходит дальнейшая обработка металла. Металлообработка— процесс физического воздействия на металл с целью создания частей, узлов, деталей и структур по заранее заданным параметрам. Металлообработка, представляет собой комплекс технологических операций, в результате которых деталям придается желаемые размеры и формы. Металлообработка включают в себя такие операции, как резку, гибку, фрезеровку, токарную обработку, сверление металла, а также координатно-расточные, плоско-шлифовальные, кругло-шлифовальные, слесарные, полировальные и сварочные работы.
Токарные работы по металлу (токарная обработка металла, точение) — один из способов металлообработки, используемый для изготовления деталей типа тел вращения (фланцы, кольца, переходы, валы, гайки, втулки и т.п.). Припуск — слой металла, который требуется снять с заготовки для получения детали в заданном виде. Токарные работы — это изменение геометрической формы и размеров заготовки, путем снятия заданного припуска, токарный станок вращает заготовку, а режущий инструмент двигается по заданному вектору относительно нее. Из-за разного движения заготовки и резца происходит процесс точения. Чаще всего токарные работы используются для нарезания резьбы, обрезания торцов, вытачивания канавок, накатывания рифлений, сверления, зенкерования. Следует отметить, что наиболее важными параметрами поверхности после проведения токарных работ, является шероховатость (микрогеометрия) и требуемая точность. В зависимости от этих параметров поверхности токарные работы обеспечивают черновую, чистовую или тонкую обработку.


Шлифовальные работы применяются для выравнивания и сглаживания поверхности изделия. Шлифовка металлических деталей осуществляется при помощи абразивных материалов и инструментов. Различают следующие виды шлифовальных работ: плоскошлифовальные, внутришлифовальные и круглошлифовальные. Данные виды работ производятся с помощью ручного инструмента и специализированного шлифовального оборудования.

На токарно-фрезерном участке мы используем оборудование: Гравировально-фрезерный станок ROXA RX-0605М, Комбинированный токарный станок мод.SK-400, Листогибочный гидравлический пресс WEM-40/2000", Пресс гидравлический ПГ-60, Сварочный аппарат Telwin MASTERMIG 300, Станок токарный CS6140/750, Фрезерное устройство FZ-25E к токарному станку SK-400, Фрезерный станок с ЧПУ 30 АТ, Координатно-расточной станок ВКОЕ-400х630, Заточной станок 3Д612Е, Наждак BENS GRINDER MD: 200F, Наждак Eagle BGC-686, Наждак ELMOS BG1000DL, Наждак ELMOS BG800D, Наждак Ferm FSM-200, Наждак STERN AUSTIA BG250SF, Наждак БЭТ-24У, Пресс (маленький), Сверлильный станок 2М112, Сверлильный станок 2Н106П, Сверлильный станок 2Н118, Сверлильный станок 2СС1М, Сверлильный станок Eintell SB701, Сверлильный станок Ferm FPKB-16, Сверлильный станок Ferm FTB-16 333520, Сверлильный станок KOMUNARAS 2М112, Сверлильный станок KOPBET48, Сверлильный станок ZALGIRIS (Вильнус), Токарный станок ИЖ 250ИТВМ.01, Токарный станок РС3 ДИП-300, Фрезерно-строгальный станок, Фрезерный станок 6П11, фрезерный станок (большой), Фрезерный станок Ф676, Гильотина Qll 3х1300, Пресс гаражный МТР-1201, Токарный станок 1К20, Станок сверлильный Зубр 3СС-550, Станок точильный, Наждак TJP, Наждак Зубр (Алмаз), Станок сверлильный TJP, Станок сверлильный и другие...
Теперь все металлические детали отправляются в цех покраски. На нашем предприятии используется современная Порошковая покраска. Технология порошковой окраски заключается в электростатическом распылении красящей взвеси, которая хорошо садится на подготовленную металлическую поверхность. При таком методе краска наносится равномерно, и в итоге покрытие получается стойким и долговечным. Технология порошковой покраски металла позволяет деталям приобрести декоративные качества. На рынке представлено немало цветов и оттенков порошковой краски. Это могут быть не только стандартные цвета, но и металлики: серебристые, золотистые, алюминиевые. Поверхность под воздействием краски может приобретать различную стилистику: гранит, старинная бронза, серебро, структурированная поверхность. Возможно применение различных эффектов на рабочем материале, например, перламутр, антик, хамелеон. Помимо этого, возможны вариации в фактуре изделия, а не только в его текстуре.
На данном этапе мы используем: Камеру напыления порошковых покрытий, Камеру полимеризации порошковых покрытий, Сверхкомпактную термографическую камеру FLIP i5, Печку Накал (среднюю), Печку синюю (маленькую) и другие...
Также важным этапом производственного процесса является Гальваника. В гальваническом цехе производится очистка деталей от механических примесей, обезжиривание, травление и нанесение покрытий. Процесс нанесения покрытий сложный и многостадийный (5-6 операций). Операции нанесения покрытий начинают с подготовки деталей и основную операцию по нанесению покрытия проводят в специальных рабочих или технологических ваннах, которые оснащены электродами. Между рабочими ванными располагаются промывные ванны. Они служат для снятия с поверхности деталей остатков предыдущих технологических растворов. В рабочих ваннах деталь выступает в роли катода (но иногда бывает и как анод, так называемое анодированное покрытие). На поверхности детали происходит выделение тяжелых металлов из раствора.
Одной из последних стадий изготовления оборудования являются сборка и монтаж. В нашем сборочном цехе осуществляются сборка, испытание и отделочные операции готовых элементов оборудования. Здесь же осуществляются слесарные работы по металлу, которые преимущественно представляют собой такие виды работ, которые осуществляются слесарями при помощи ручного инструмента. К слесарным можно отнести следующие виды работ: рубка металла зубилом, резка металла, ручная правка и гибка деталей, опиливание, обработка отверстий (сверление, зенкерование, развертывание), нарезание резьб вручную, клепка, штробрение, притирка, доводка, паяние и лужение, торцовка, разметка, сборка и т.д.

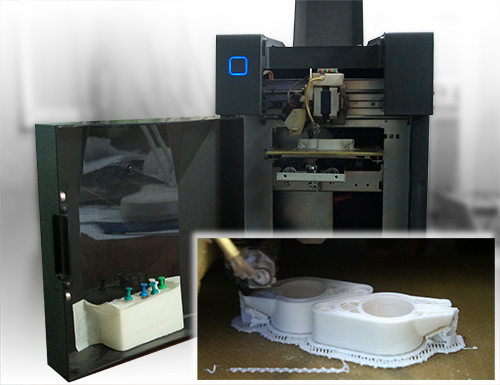
Монтажный участок занимается сборкой, настройкой и регулировкой блоков управления станками. Также на данном этапе происходит изготовление отдельных элементов оборудования на 3D-принтере. 3D-принтер — это периферийное устройство, использующее метод послойного создания физического объекта по цифровой 3D-модели. 3D-печать может осуществляться разными способами и с использованием различных материалов, но в основе любого из них лежит принцип послойного создания (выращивания) твёрдого объекта. Мы используем 3D принтер Felix 2.0.

Окончательная отладка оборудования происходит в демонстрационном зале, где заказчик знакомится с технологиями намотки и проходит обучение, попутно проверяя именно свой станок во всех режимах.



На нашем производстве заказчик не только получает готовую к транспортировке упакованную продукцию, но и может посмотреть, где и как изготавливается его станок. Окончательным этапом работы с заказом является отгрузка оборудования, которую мы производим при помощи своей техники: Электропогрузчик ЕВ 717.45R, Электропогрузчик CATERPILLAR EP16K, Электроподъемники (Завод транспрогресс) и другие...


 |
 |
 |
 |
| Метрология | Запись на семинары | Сертификация и депонирование |
Copyright © 2003-2024
|
Главная | Продукция | О Компании | Заказчики | Новости | Фотогалерея | Видео | Контакты | ? | Тендеры | ENG |
|